
Vor- und Nachteile des Kaltfließpress- und Schneidgewindeprozesses
Ansichten : 14414
Autor : Ron
Updatezeit : 2020-01-09 16:46:44
Vor- und Nachteile der Kaltfließpressen Gewinde s und Schneidfaden s Prozess
Edictor : Ron
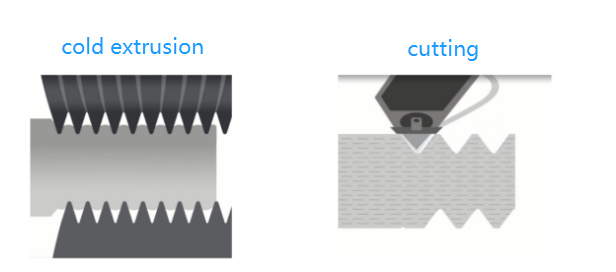
Vergleich der Verarbeitungsprinzipien:
Kaltfließdrückgewinde (zylindrischer Typ und flacher Typ) sind Gewinde, die durch Extrudieren eines Werkstücks durch das Walzwerkzeug gebildet werden, und Schneidgewinde (Schleifen, Drehen, Fräsen und Schraubenformen) werden durch Entfernen des Werkstücküberschusses durch ein Schneidwerkzeug gebildet oder ein Schleifscheibengewinde.
1. Vergleich der Zugfestigkeit; Nach dem Schneiden des Gewindes wird das überschüssige Material des Werkstücks entfernt und die Metallfaserstruktur geschnitten, so dass die Zugfestigkeit und Zähigkeit des Werkstücks relativ verringert wird. Nach dem Kaltfließpressen wird die Faserstruktur des Werkstückgewebes durch Kaltumformung komprimiert und expandiert, wodurch das Gewebe kompakter wird, und die Oberfläche des Fadens wird gehärtet, um die Festigkeit und Härte des Fadens zu erhöhen.
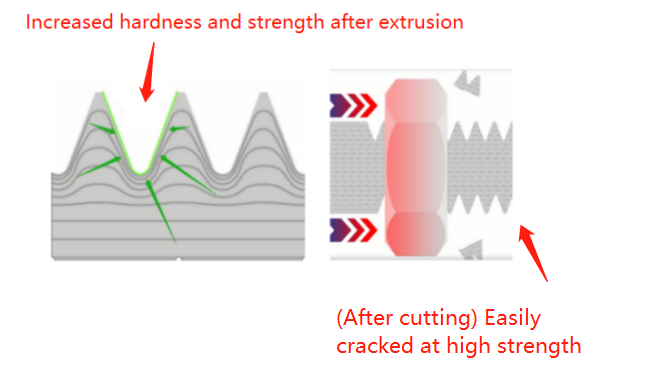
Kaltfließgepresste Fäden können daher in wichtigen Bereichen, in denen hochfeste Teile wie Luft- und Raumfahrt, Automobilteile, medizinische Geräte und Konstruktionen erforderlich sind, in großem Umfang an wichtigen Stellen eingesetzt werden. Aus Sicherheitsgründen können in den oben genannten Bereichen keine Schneidfäden verwendet werden.

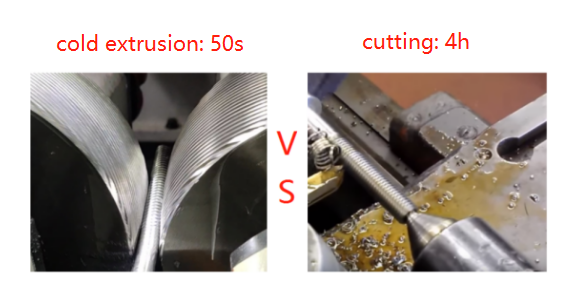
2. Vergleich der Produktionskosten: Kalt extrudierte Fäden werden auf einmal durch Walzwerkzeuge geformt, und die Verarbeitungszeit ist schnell; während der Schneidfaden zum Formen mehrere Schnitte des Werkstücks durch das Werkzeug erfordert und die Bearbeitungszeit relativ lang ist; Bei gleicher Verarbeitungszeit ist die Produktionskapazität der Schneidausrüstung weitaus geringer als bei Kaltfließpressen. Beispielsweise kann eine T-förmige Schraube mit einer Länge von 1 Meter T20X2,5 mm mit einer Kaltfließpresse in etwa 30-50 Sekunden fertiggestellt werden. Das Schneiden einer Gewindeschneidemaschine dauert jedoch etwa 3-4 Stunden.
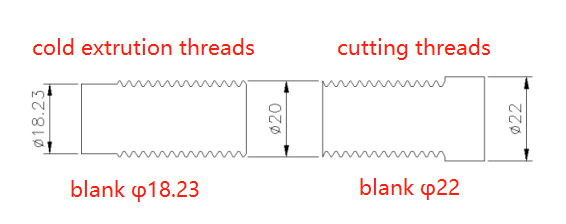
3. Vergleich der Materialausnutzung: Kaltfließgewinde sind die Gewinde, die durch Aufweiten des Werkstückrohlings durch Walzwerkzeuge entstehen. Es entsteht also kein Abfall. Da der Außendurchmesser nach dem Formen größer als der Rohling ist, wird das Material direkt eingespart.
Beispiel: Dreieckige metrische Schraube M20x2,5 mm, der Außendurchmesser des Rohlings muss nur 18,23 mm betragen. Der Schneidfaden wird durch Entfernen der Zulage geschnitten. Der Rohling des Schneidgewindes verwendet einen Rohling, der größer als der Außendurchmesser des Gewindes ist. Je länger der Rohling ist, desto größer ist der Rohling, wodurch viel Abfall entsteht. Die benötigten Rohstoffe sind entsprechend viel teurer, die Kosten steigen auch; Zum Beispiel M20x2.5mm 60cm lange Schraube, der Außendurchmesser des Rohlings benötigt 22mm.
4. Vergleich der Verarbeitungsgenauigkeit: Da die kalt extrudierten Fäden durch eine Düse extrudiert werden, wird nach dem Bestimmen der Düse der Hohlraum fixiert, sodass die Genauigkeit des jeweils extrudierten Fadens beibehalten werden kann. Das Schneidgewinde wird durch mehrmaliges Schneiden mit einem Werkzeug gebildet. Solange das Werkzeug abgenutzt ist, ist der gebildete Faden unterschiedlich, was sich auf die Konsistenz des Werkstücks auswirkt. es bringt auch eine Menge Ärger bei der Inspektion des Werkstücks mit sich.
Genauigkeitsprüfung der Walzbacken

Wenn wir uns für die produktionsverarbeitende Technologie entscheiden und die Anzahl der Teile relativ gering ist, wählen wir das Drehen der Drehmaschine (z. B. das Befestigungsgewinde von Wartungsteilen oder Wellenteilen). Wenn der Gewindeteil dieses Teils eine hohe Genauigkeit erfordert, müssen wir wählen zum Schleifen (der zum Messen verwendete Faden muss geschliffen werden) Die durch Kaltfließpressen hergestellten Produkte haben eine einzigartige Zugfestigkeit, geringere Zeitkosten, geringere Materialkosten, gute Formkonsistenz und sind für die Massenproduktion von Teilen geeignet, so dass dieses Verfahren weit verbreitet ist von uns.
Technischer Berater: Fuxin Hong Technischer Gutachter: Yi Lau
Edictor : Ron
Vergleich der Verarbeitungsprinzipien:
Kaltfließdrückgewinde (zylindrischer Typ und flacher Typ) sind Gewinde, die durch Extrudieren eines Werkstücks durch das Walzwerkzeug gebildet werden, und Schneidgewinde (Schleifen, Drehen, Fräsen und Schraubenformen) werden durch Entfernen des Werkstücküberschusses durch ein Schneidwerkzeug gebildet oder ein Schleifscheibengewinde.

1. Vergleich der Zugfestigkeit; Nach dem Schneiden des Gewindes wird das überschüssige Material des Werkstücks entfernt und die Metallfaserstruktur geschnitten, so dass die Zugfestigkeit und Zähigkeit des Werkstücks relativ verringert wird. Nach dem Kaltfließpressen wird die Faserstruktur des Werkstückgewebes durch Kaltumformung komprimiert und expandiert, wodurch das Gewebe kompakter wird, und die Oberfläche des Fadens wird gehärtet, um die Festigkeit und Härte des Fadens zu erhöhen.

Kaltfließgepresste Fäden können daher in wichtigen Bereichen, in denen hochfeste Teile wie Luft- und Raumfahrt, Automobilteile, medizinische Geräte und Konstruktionen erforderlich sind, in großem Umfang an wichtigen Stellen eingesetzt werden. Aus Sicherheitsgründen können in den oben genannten Bereichen keine Schneidfäden verwendet werden.

2. Vergleich der Produktionskosten: Kalt extrudierte Fäden werden auf einmal durch Walzwerkzeuge geformt, und die Verarbeitungszeit ist schnell; während der Schneidfaden zum Formen mehrere Schnitte des Werkstücks durch das Werkzeug erfordert und die Bearbeitungszeit relativ lang ist; Bei gleicher Verarbeitungszeit ist die Produktionskapazität der Schneidausrüstung weitaus geringer als bei Kaltfließpressen. Beispielsweise kann eine T-förmige Schraube mit einer Länge von 1 Meter T20X2,5 mm mit einer Kaltfließpresse in etwa 30-50 Sekunden fertiggestellt werden. Das Schneiden einer Gewindeschneidemaschine dauert jedoch etwa 3-4 Stunden.

3. Vergleich der Materialausnutzung: Kaltfließgewinde sind die Gewinde, die durch Aufweiten des Werkstückrohlings durch Walzwerkzeuge entstehen. Es entsteht also kein Abfall. Da der Außendurchmesser nach dem Formen größer als der Rohling ist, wird das Material direkt eingespart.
Beispiel: Dreieckige metrische Schraube M20x2,5 mm, der Außendurchmesser des Rohlings muss nur 18,23 mm betragen. Der Schneidfaden wird durch Entfernen der Zulage geschnitten. Der Rohling des Schneidgewindes verwendet einen Rohling, der größer als der Außendurchmesser des Gewindes ist. Je länger der Rohling ist, desto größer ist der Rohling, wodurch viel Abfall entsteht. Die benötigten Rohstoffe sind entsprechend viel teurer, die Kosten steigen auch; Zum Beispiel M20x2.5mm 60cm lange Schraube, der Außendurchmesser des Rohlings benötigt 22mm.

4. Vergleich der Verarbeitungsgenauigkeit: Da die kalt extrudierten Fäden durch eine Düse extrudiert werden, wird nach dem Bestimmen der Düse der Hohlraum fixiert, sodass die Genauigkeit des jeweils extrudierten Fadens beibehalten werden kann. Das Schneidgewinde wird durch mehrmaliges Schneiden mit einem Werkzeug gebildet. Solange das Werkzeug abgenutzt ist, ist der gebildete Faden unterschiedlich, was sich auf die Konsistenz des Werkstücks auswirkt. es bringt auch eine Menge Ärger bei der Inspektion des Werkstücks mit sich.
Genauigkeitsprüfung der Walzbacken

Wenn wir uns für die produktionsverarbeitende Technologie entscheiden und die Anzahl der Teile relativ gering ist, wählen wir das Drehen der Drehmaschine (z. B. das Befestigungsgewinde von Wartungsteilen oder Wellenteilen). Wenn der Gewindeteil dieses Teils eine hohe Genauigkeit erfordert, müssen wir wählen zum Schleifen (der zum Messen verwendete Faden muss geschliffen werden) Die durch Kaltfließpressen hergestellten Produkte haben eine einzigartige Zugfestigkeit, geringere Zeitkosten, geringere Materialkosten, gute Formkonsistenz und sind für die Massenproduktion von Teilen geeignet, so dass dieses Verfahren weit verbreitet ist von uns.
Technischer Berater: Fuxin Hong Technischer Gutachter: Yi Lau